 扫一扫,手机浏览
扫一扫,手机浏览- 技术文章
焊接缺陷之裂纹发生于防止
2016-03-08 09:50:03 来源:
焊接方式
发生原因
防止措施
手工
电弧焊(1)焊件含有过高的碳、锰等合金元素.
(2)焊条品质不良或潮湿.
(3)焊缝拘束应力过大.
(4)母条材质含硫过高不适于焊接.
(5)施工准备不足.
(6)母材厚度较大,冷却过速.
(7)电流太强.
(8)首道焊道不足抵抗收缩应力.(1)使用低氢系焊条.
(2)使用适宜焊条,并注意干燥.
(3)改良结构设计,注意焊接顺序,焊接后进行热处理.
(4)避免使用不良钢材.
(5)焊接时需考虑预热或后热.
(6)预热母材,焊后缓冷.
(7)使用适当电流.
(8)首道焊接之焊着金属须充分抵抗收缩应力.CO2气体
保护焊(1)开槽角度过小,在大电流焊接时,产生梨形和焊道裂纹.
(2)母材含碳量和其它合金量过高(焊道及热影区).
(3)多层焊接时,*层焊道过小.
(4)焊接顺序不当,产生拘束力过强.
(5)焊丝潮湿,氢气侵入焊道.
(6)套板密接不良,形成高低不平,致应力集中.
(7)因*层焊接量过多,冷却缓慢(不锈钢,铝合金等).(1)注意适当开槽角度与电流的配合,必要时要加大开槽角度.
(2)采用含碳量低的焊条.
(3)*道焊着金属须充分能抵抗收缩应力.
(4)改良结构设计,注意焊接顺序,焊后进行热处理.
(5)注意焊丝保存.
(6)注意焊件组合之精度.
(7)注意正确的电流及焊接速度.埋弧
焊接(1)对焊缝母材所用的焊丝和焊剂之配合不适当(母材含碳量过大,焊丝金属含锰量太少).
(2)焊道急速冷却,使热影响区发生硬化.
(3)焊丝含碳、硫量过大.
(4)在多层焊接之*层所生焊道力,不足抵抗收缩应力.
(5)在角焊时过深的渗透或偏析.
(6)焊接施工顺序不正确,母材拘束力大.
(7)焊道形状不适当,焊道宽度与焊道深度比例过大或过小.(1)使用含锰量较高的焊丝,在母材含碳量多时,要有预热之措施.
(2)焊接电流及电压需增加,焊接速度降低,母材需加热措施.
(3)更换焊丝.
(4)*层焊道之焊着金属须充分抵抗收缩应力.
(5)将焊接电流及焊接速度减低,改变极性.
(6)注意规定的施工方法,并予焊接操作施工指导.
(7)焊道宽度与深度的比例约为1:1:25,电流降低,电压加大.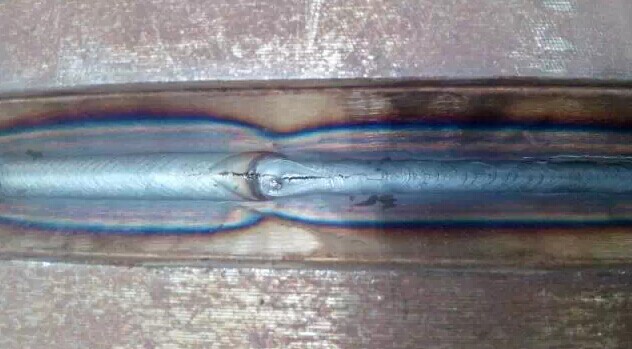

(泰立仪器为您提供各类探伤检测,欢迎来电咨询)
上一篇:电子视频内窥镜应用下一篇:承压设备无损检测-通用要求(四)
-
 深圳市泰立仪器仪表有限公司咨询热线
深圳市泰立仪器仪表有限公司咨询热线13662293689
内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。深圳市泰立仪器仪表有限公司 电话:0755-83981822/82513866 手机:13662293689 地址: 深圳市龙岗区龙翔大道9009号珠江广场A2栋13D室