 扫一扫,手机浏览
扫一扫,手机浏览- 技术文章
超声波测厚仪测量涡轮叶片的壁厚
2022-10-24 14:41:43 来源:奥林巴斯
涡轮叶片壁厚
飞机发动机和其他高性能系统中使用的许多涡轮叶片是中空的,以允许冷却液在叶片内循环。 铸造过程中的型芯位移、加工故障或操作过程中的正常表面磨损可能会导致叶片壁厚降至可接受的限值以下。 通常无法在不损坏叶片的情况下对壁厚进行机械测量。 但使用适当的探头和仪器,通常可以通过超声波完成这一测量。
用于测量涡轮叶片壁厚的超声波设备
精密测厚仪通常用于涡轮叶片的测量。 其中包括配备单个元件软件和波形显示选项的38DL PLUS超声波测厚仪和45MG超声波测厚仪。 它们通常与根据被测厚度和几何形状选择的水浸探头或延迟块探头一起使用。 超声波测厚仪的波形显示功能使训练有素的操作员能够监控波形,以帮助确保有效的回波检测。 它还有助于帮助操作员确保探头处于正确的位置。
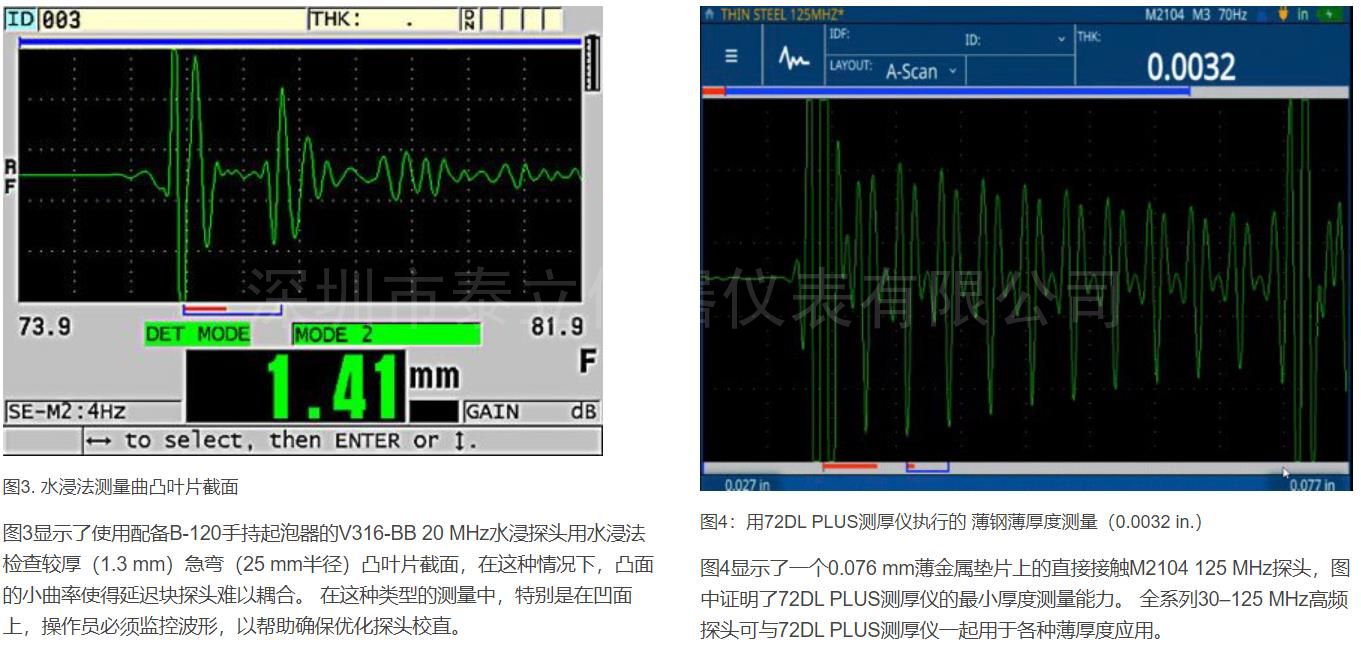
72DL PLUS超声波测厚仪是一种高速仪器,可为涡轮叶片制造和检测提供快速测量。 该测厚仪具有60 Hz的显示刷新率和高达2 kHz的测量速度。 该仪器还有一个7 in.宽的触摸屏,可从不同角度获得出色的可视性。 72DL PLUS超声波测厚仪具有各种连接选项(无线局域网、蓝牙和以太网)和数据管理工具,可以帮助优化检测工作流程和提高通量。
测量涡轮叶片壁厚的步骤
针对给定涡轮叶片应用推荐的具体测量系统取决于客户要求和叶片的声学特性。 以下是一些基本考虑因素:
探头类型:延迟块探头和水浸探头均用于涡轮叶片应用。 但小型涡轮叶片的曲率可能导致无法将延迟块探头正确耦合到凹侧内。 3 mm延迟块探头(M203和M208)通常可以充分耦合到*小100 mm的凹面。 通过修整延迟块的轮廓,在某些情况下可以耦合到更小的半径上。 但一般而言,使用水浸探头测量急弯表面(特别是叶片前缘)的效果更好。 B-120起泡器中的20 MHz V316-B探头为使用水浸探头测量叶片提供了方便的手持组件。 在许多情况下,还可以使用V260-SM Sonopen聚焦延迟块探头耦合到使用传统延迟块无法测量的凹面上。
除了标准的水浸探头和延迟块探头,我们还提供三种特殊的低型面高度20 MHz延迟块探头,用于因叶片间距有限而难以接近的多叶片总成中的涡轮叶片厚度测量。 M2054是一款20 Mhz延迟块探头,自身高度仅有6.75 mm,安置于一个75 mm手柄上。 M2055与其类似,其探头/延迟块总成高度为10 mm。 V2034延迟块探头具有10 mm头部,安置于一个300 mm倾斜手柄上。 这些探头的外形图可应要求提供。
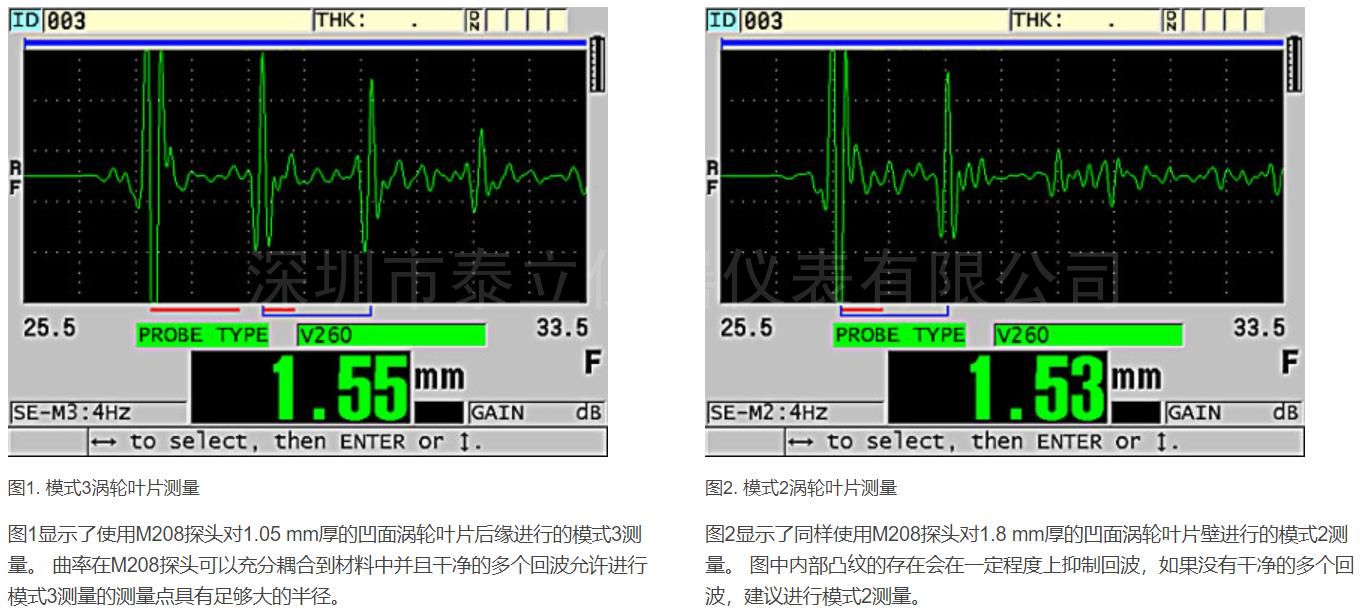
测量模式:使用延迟块探头和水浸探头,可以在模式2(接口至“D1”个回波)或模式3(回波至回波跟随接口)下进行厚度测量。 模式3提供比模式2更好的薄材料分辨率,但只有当涡轮叶片上要测量的点产生多个后壁回波时,才可能实现。 如果只有一个可用的后壁回波(由于曲率或衰减的缘故),则必须在模式2下进行测量。 38DL PLUS和45MG测厚仪可在模式2或模式3下工作。 使用参考标准和待测量的厚度和几何形状范围,为给定涡轮叶片应用建立理想的设置。
厚度范围:在典型的金属叶片中,20 Mhz延迟块探头或水浸探头的*小可分辨厚度在模式3和模式2下分别约为0.15 mm和0.5 mm。 对于0.006 in以下的较薄材料,可以使用72DL PLUS测厚仪的高频版本。 大多数涡轮叶片测量是在10 MHz或20 MHz下进行的。
死点:空心涡轮叶片通常在叶片内部包含组合结构,用于引导冷却液流动或增加叶片强度。 一般来说,由于该结构会破坏有效反射所需的光滑内表面,因此无法从这些叶片或凸纹所在的点获得后壁回波。 如果这些结构间距小,光斑尺寸小的聚焦水浸探头产生的后壁回波优于延迟块探头。 此外,在某些情况下,叶片厚度急剧缩窄可能会造成内壁和外壁明显不平行,从而可能导致回波失真和潜在的测量错误。
在所有情况下,根据使用实际产品样品的测试确定探头和仪器的组合。 涡轮叶片几何形状的巨大差异使得样品评估非常重要。
图1-3显示与使用38DL PLUS测厚仪进行的涡轮叶片测量相关的典型波形。 测厚仪显示屏即时提供带闸门和厚度读数的实时超声波波形。 这是困难应用或设置参数需要更仔细检查时的理想选择。
注:由于晶粒结构的各向异性,由大晶粒合金铸造而成的某些涡轮叶片可能会在点与点之间表现出显著的速度变化。 在这些情况下,超声波测厚的精度将受到速度变化程度的限制。 该限制必须针对具体情况通过实验确定。
上一篇:什么是全自动刮擦测试仪?下一篇:奥林巴斯探头有关的一般性问题
-
 深圳市泰立仪器仪表有限公司咨询热线
深圳市泰立仪器仪表有限公司咨询热线13662293689
内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。深圳市泰立仪器仪表有限公司 电话:0755-83981822/82513866 手机:13662293689 地址: 深圳市龙岗区龙翔大道9009号珠江广场A2栋13D室