 ɨһɨ���ֻ����
ɨһɨ���ֻ����







- �����������豸B600/B800/B6001
��ϸ��Ϣ
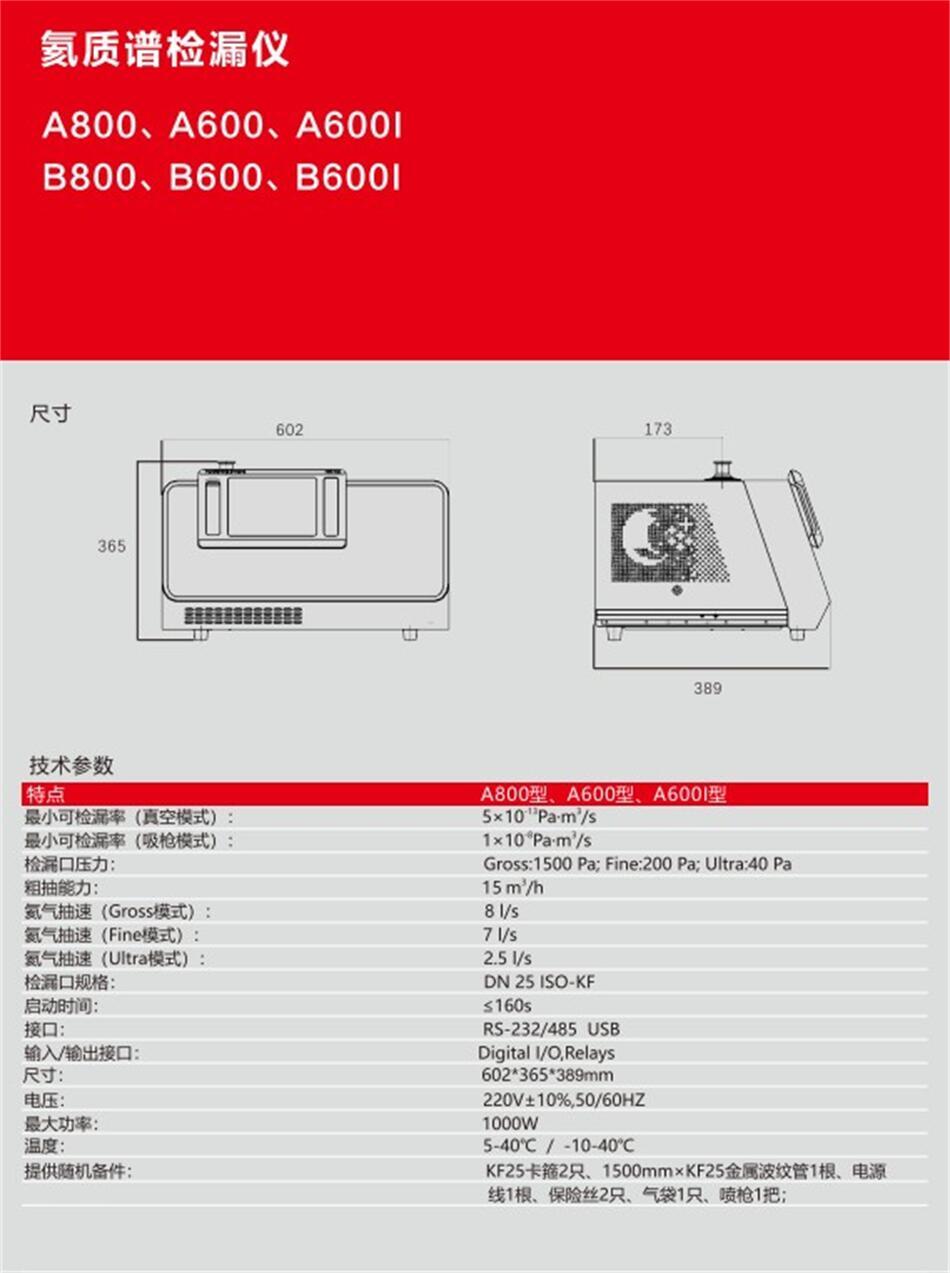
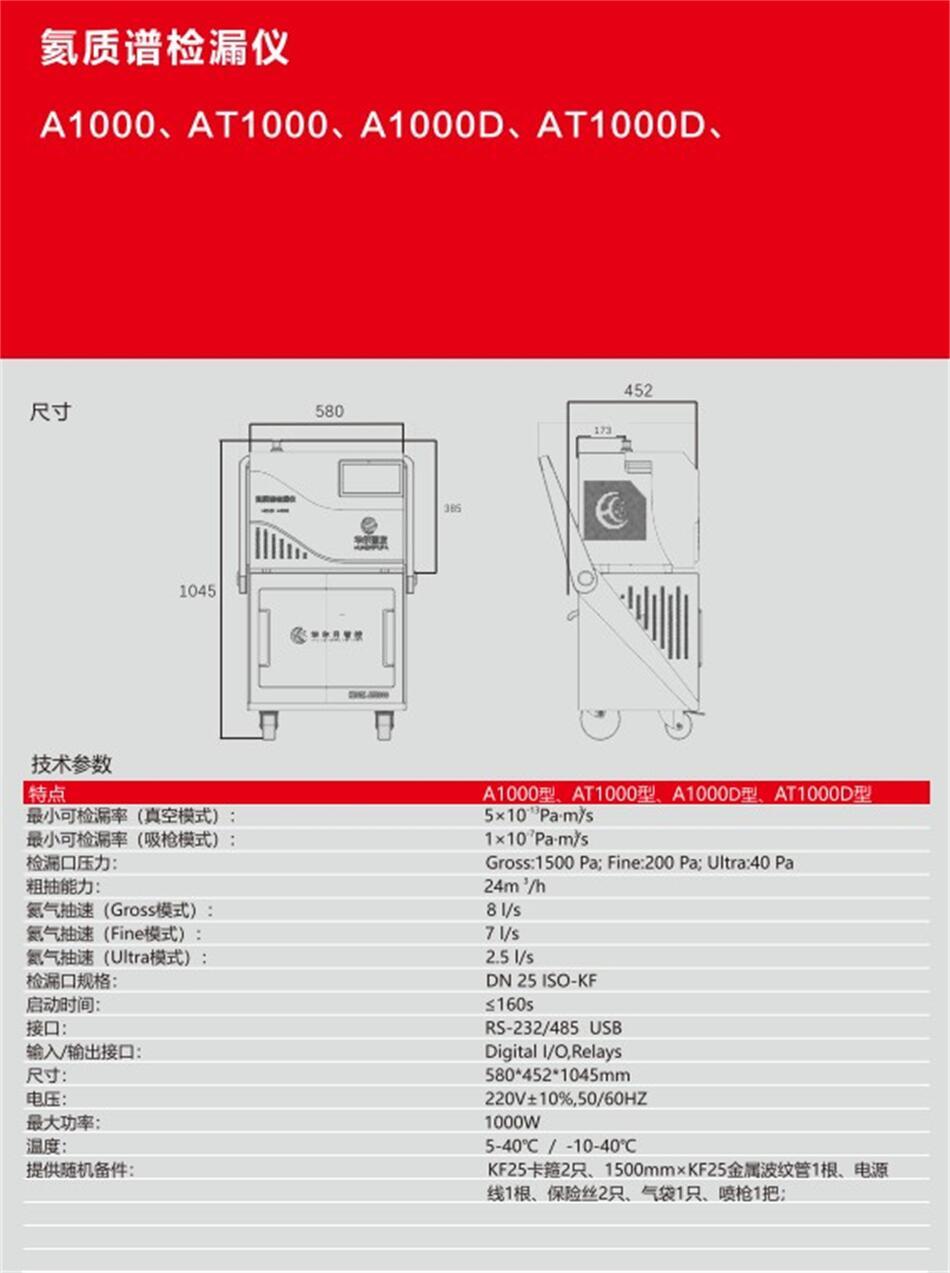
Ʒ���������� �ͺ���B600/B800/B6001 �ӹ��������� ��©��ѹ����1500 Pa ����ʱ����160s ��Ӧʱ����160s ���γߴ���602*365*389 mm 

�����豸
�Զ�������交�캤�칤�յ�̽����ʵ��
����Ŀǰ����ϵͳ�����ֲ��㣬�����Ż��˺����豸���֣����ƹ�����ˮ�ߵ���������������Ϊ����ʽ�ṹ���豸��Ҫ��������©ϵͳ�����ѹ���塢��ա��交����һװ�ã��յ����������ߣ�����ϵͳ����������ϵͳ����ɡ�
���幹�����£�
������©ϵͳ��Ҫ�ɼ�©�ǡ�������塢��ձ��顢��ղ���װ�á���շ��š���������װ�á���ȫ��դ������ֹܵ��ͻ��ܵ���ɡ�
���ѹ���塢��ա��交����һװ�úͻ���ϵͳ��Ҫ�ɵ�ŷ�����ձá������ޡ�ѹ������ѹ������ղ���װ���Լ��ܵ�����ɣ��ܶԹ������д�©������飬�����г交���յȴ�����
�յ�������������Ҫ�����Ͳġ��������������������������������Ͳ����װ�����ɡ�
����ʹ��PLC�Զ������ƣ���������ʾ��Ϣ���̡�
�Զ��������������£�
�ٲ���Ա(���е��)���������ù�װ���ϣ����ӹ�����������ť����������ˮ����������һ��λ�������ڹ�װ�������ӣ�����ӿڻ��ܳ�һ���ӿڣ�����ʵ�ֹ����ӿڵ��Զ��Խӣ���ʵ����һ���죬�������˺���Ч�ʣ�
�ڹ�����ͬ��װ�����������ѹ���塢��ա��交����һ��λ��������ͷ�빤װ���ϵĻ��ܽ�ͷ�Զ��Խӣ���ɼ��©��ճ交����ɺ��ͷ�Զ����䣬��������ˮ�ߴ������ǰ�Ž��룬���к�����⣬��ɺ����Ŵ�ֱ���������ڶ�����Ͳ�������������������ų�����
�۹������������������г��������жϺϸ�ġ����ϸ�Ĺ�����ͼ1��ʾ�ֿ���������һ����λ��
�ܺϸ����������չ�λ���Թ����ڵĺ���������շ����գ�ѭ��ʹ�á����չ�λ�Զ����Ͻ�ͷ��������ѹ��С���趨ֵʱ��������ͷ�Զ�����ϸ��Ʒ��ת��
�ݹ������������Ϲ�λ���˹�(���е��)������ȡ�º������壬���ع�װ�������������ת�����������ɵײ������߽���װ�巵�����Ϲ�λ��
���ϸ�����������������С�ݣ��ҳ�©�㷵��Ŀյ��������������������Ϲ�λ���°��������̺��졣
��������˳�������������˹����ȴ�ʱ�䣬�������˹����˽������塣ͨ���Զ���ѹԤ���豸���������칤���Զ����ӡ��Ͽ����������˹���ν�ͷ������
ͨ���˴�ʵ�������Ǻܺõؽ����Ŀǰ�����豸�ձ���ڵIJ��㡣���������Ϲ������Ϲ����������ʵ�����˻����У���ͬ���ܵ�һ�������߿ɽ�Լ�˹�8-10�ˣ�������Ч�ʲ��ڳ�Ϊ�������ߵ�����ƿ����
����©�����ڿյ����������е�Ӧ���ѳ�Ϊ�������������������˲�Ʒ�ļ�©���ȣ�������©�켸�ʣ��ɿ��ر�֤�˲�Ʒ���������ҿ�����չ��������ҵӦ�ã�����������ҵת�ͣ��Զ������켼���ͼ�©Ч��Խ��Խ�ߵ�����




-
��Ʒ����
-
��Ʒ����
-
��ҵ������
- �ܴ���
- �絼����
- �ŵ�����
- �ȷ�����
- �ŷ�̽����
- ����̽����
- �㺸�����
- �����������
- ������̽����
- ������Ӳ�ȼ�
- ©�ż��ϵͳ
- AR�Ӿ��������
- CR�������ϵͳ
- ������
- �û���
- ������
- ������
- �����
- �ֲڶ���
- ��ҵ���
- ̽����̽ͷ
- �����̽ͷ
- Ӳ�ȼ�̽ͷ
- Ϳ������
- ��ҵ�ڿ���
- ������
- �ۻ�Ĥ������
- ������������
- �����̽����
- ���ʼ����
- ���¹���̽��
- ���巢��������
- ��˨Ӧ��������
- �����庬��������
- ��̬�Ȼ�е������
- X�������ֳ�����ϵͳ
-
����������
-
����ůͨ����
-
����ͨ�Ų���
-
���ӵ繤������
-
����
-
�� ��

