 ɨһɨ���ֻ����
ɨһɨ���ֻ����





- �¹�Foerster�����������㺸�����NPF-V110
��ϸ��Ϣ
Ʒ�����¹�Foerster �ͺ���NPF-V110 �ӹ��������� ���������� ������Χ��0��9.9 mm���ֲģ� �ֱ������� �ߴ���316*237*71mm mm ������2.98 kg �¹�Foerster�����������豸
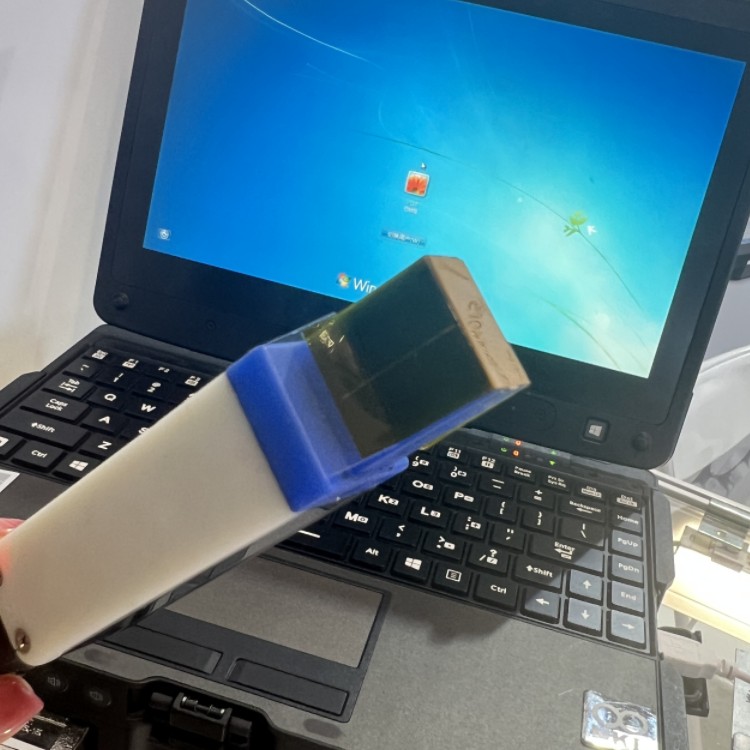
��Яʽ---��ҵ�ʼDZ�һ���
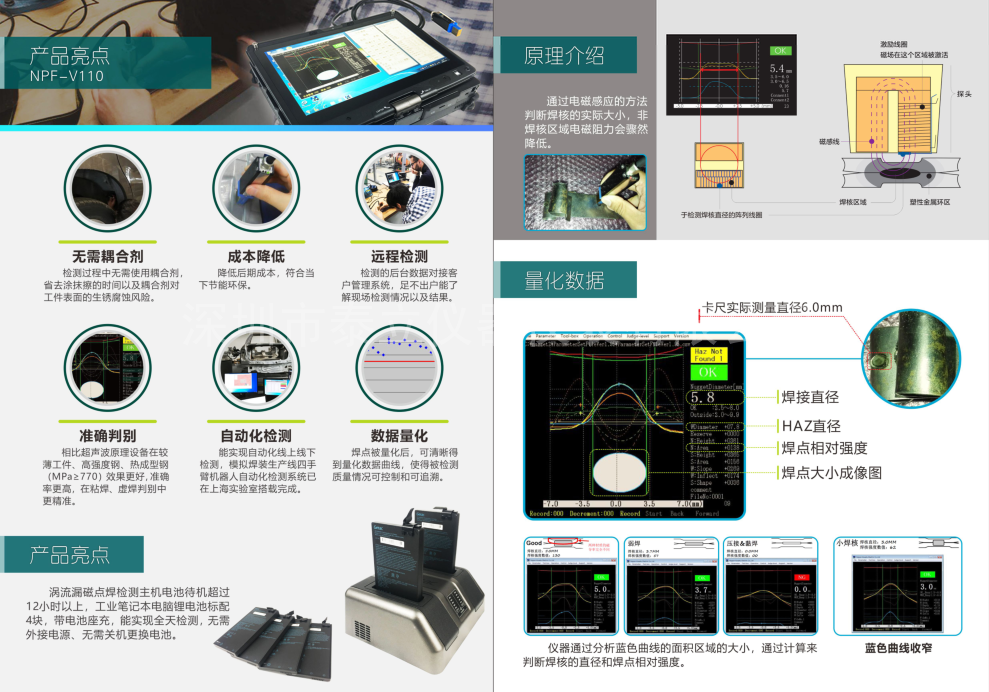
�¹�Foerster�����������豸NPF-V110������һ�廯�豸��������Ͻ��ʣ�ͨ����Ÿ�Ӧ�ķ����жϺ��˵�ʵ�ʴ�С���Ǻ�����������������Ȼ���͡�

�����ص�
A ��������ֱ�ӷ�����������ں��Ӻ�ı仯�̶ȣ��麸ճ�����ż��ߵļ���ʡ�
B �������������ֱ�Ӽ����ۺ�ֱ������Ӱ������ֱ������Ժ���ǿ�ȡ�
C ��Ÿ�Ӧ���������ʱ�����ں������ͿĨ�κ��м���ʣ�����ϼ�������֬��
ʹ�ñʼDZ�������Ϊ���壬û���κ���¶�ĵ��Ӳ������ṩ������������ͬʱ������������ȫ����ͻ��ڿ��̻����µ�ʹ�á�
��������̽ͷ�������������̽ͷ��һ��̽ͷ�������Բ������еĺ��㣬��ģ�����̽ͷ��������OK��NGָʾ�ƣ������ȡ��
�Ÿ�Ӧ����-������Ͻ�����ż�����Ӧ�ã����ԷǽӴ��������Ժ������Ҫ�ͣ�����Ť���������Ӿ�㣬��������㣬������ֱ��ʹ�á�
�Զ���-��ҵ4.0�ṩ����ļ���ٶȣ�ÿ��������ʱ��С��5�롣����ʵ�ֻ�е�ֱ۲�����Ϊ�Զ���������
�����еĺ��㱻���������ǿ��������õ��ں��ӹ����У����ŵ缫ñ��ĥ�𣬺���ǿ�ȵı仯���ߣ�ʹ�����б���⺸����������ɿ��ƺͿ��ݣ�������ġ�
�¹�Foerster�����������豸����Яʽ---��ҵ�ʼDZ�һ��������ݲ����������� ���������¶� ���ԣ�-21°C��60°C ����©��������-5°-50° ��Ļ 11.6"TFT LCD HD��1366x768��
LumiBond®��ʾ��800nitsǿ���¿ɶ������ȼ���
����ʽ��㴥��ӫ���������� ����ͿĨ��ϼ�ֱ�Ӽ�� ��۳ߴ� 316*237*71mm ���� 2.98KG ��Դ��ѹ AYC 110-240V 50Hz��Դ������ �������ʱ�� ����48Сʱ ͼ���� ����ԭ�� ����©�ż�������ţ� ����ģʽ ʵʱ��̬������ݣ�ģ����� �շ��� �շ�ͨ���� ��ͨ���Ÿ�Ӧ��Ȧ�շ��ź� ϵͳ���� ϵͳ�ļ��ɻ� ��ҵ�ʼDZ�һ����������ڵ������ݣ� ����ϵͳ Windows8��Windows10 ̽ͷ ��Ƭ��/�������� ������Ȧ̽ͷ Ƶ�� ������Դ����������Ȧ ��ۺ���̽ͷ ѡ��L��̽ͷ ��⺸����� ���㡢���㡢�IJ��� ���ò��� ��Ϳǰ������п�塢��ͨ�ְ塢��ǿ�ȸ֡��ȳ��� ��عؼ�ָ�� OK��NG������ֱ����HAZֱ�����������ǿ�ȡ������С����ͼ *��ɼ������ 0-10.5���� ��Ч̽ͷ���ǿ���11���� ����ٶ� 1-3��/ÿ�� �����ٶ� 30���� ���㶥������ȷ�Χ 0.1-3.5mm���ֲģ� ������ģʽ ���������Զ����У �Ʋ�ֵ�Ա�У������ȷ ����ж�ģʽ OK��NG �ɼ����ںϺ���ֱ�� ��Ӱ������ֱ��
�������ǿ�� ��ȫ���ݻ� ����բ���趨 �Զ��������ݱ��浼�� Excel��CSV��XPS��PDF ��ݼ������ݱ����� ��ģʽ��������ݹ���ģʽ�����ɱ༭���ƻ� ��⺸������������� �����������ݷ�����������ߺ��ӹ��� �������ͬ�� ���빫˾����ϵͳ�Խӣ�������Զ��ϴ�
������ʽ������©��(���)
��ⵥ����ȷ���0.6��3.5 mm���ֲģ�
���˼��ֱ���� 0��9.9 mm���ֲģ���Ч̽ͷ���ǿ���11mm
������λ��mm��inch��μs
������ͣ� 270��1500Mpa
��Ӧ�ˣ�R�缫
��ļ��������״̬��δ������������ȴ�������п���ȳ��ֲ�
�ɼ����������2��壬3���
̽ͷ���ϣ�FR
���״̬���ã����õIJ����ɱ�������Զ�����
����ģʽ��OK��NG�����У��ɼ��㺸��ֱ������Ӱ������ֱ�����������ǿ�ȣ���ȫ���ݻ���բ���趨���Զ��ж�
ѡ���ģʽ��������ݹ���ģʽ
�����¶ȷ�Χ��5��40 ���϶�
����ʪ�ȷ�Χ��0%RH��80%RH(������״̬)
��Դ���ⲿ��Դ��������85��AC��240��AC����Ӧ��0.5A������ʱ�䳬��4��Сʱ
����ϵͳ
�ṩ������ӦΪ����***���ȶ���ϵͳ������Ӧ�ṩ�����ı��ݣ���ֹ���Գ�����Ϯ�����������ɵ�ϵͳ̱��������������
������������õĺ�����������ɨ��ƻ��������Զ����ӣ�������Ա��ֹ���������֮������ƽ�ȵĽ���
�Զ������û��鿴��ǰʹ�õ�̽ͷ�ͼ��ƻ��е�̽ͷ�Ƿ�*�����������
���̽ͷ�뺸���������������̽ͷ�Ķ��к�������Ҫ�IJ����������ٲ���Ա��ʧ��������ֲ�������̽�˲��Σ���������ʾ����Ա���¼��
�Ժ����Զ�����ж���ȱ�ݷ��࣬������ʵ��֤���˵����㷨���ṩ�Զ��������.
��Ʒ����˻�����ѧ,���㹤�˲�����ά��. ���ݶ��Ѿ������ɨ���źŵ����¼�⣬�Լ��ƻ��еIJ��������������Ը��IJ����������ѱ���ļ�����ݽ����ٴ�����������Ժ���������¼��
ӵ���Ƚ��Ĺ��ܣ��ܹ�������������������м��
�����һ������Ͷ�п���⣬���ɼ���ǿ�ȸֲ���������
�ܼ��3��岢����ȱ�ݷ��������
�����û����ӽ��ȣ��Զ���Ӧ�������������������п��ټ��
�����жϺ������ǿ�ȵĹ���
�����������ǿ���ʽ�ģ�������ֳ��ĺ���Լ�����ݿ������ʱ���������棬���̽�⾫�ȣ�
ͨ���������ƻ��������ݣ�
�ɽ��������칤��ͼƬ������������ź����һһ��Ӧ���м�⣬������Բ�ͬ��ɫ��־��һĿ��Ȼ��
�����Զ��Ÿ�������ڹ��ܣ��Զ�����***��ֵ���ݣ����м���������У�
���ж��ֽ������ģʽ���ʺϲ�ͬ���ƥ�䣻
���Ը��ݼ�ⷽ�������ƣ�������ڵȽ���ɸѡ������ͳ�Ʒ�����
������棬���Խ�������㺸����йص���Ϣ����̽ͷ�ͺţ�������ڣ������Ա��ͼ�κͶԼ���������۵��ڼ�ⱨ����ͬʱ��������й鵵������

-
��Ӧ�̵����������Ϣ
�鿴����




-
��Ʒ����
-
��Ʒ����
-
��ҵ������
- �ܴ���
- �絼����
- �ŵ�����
- �ȷ�����
- �ŷ�̽����
- ����̽����
- �㺸�����
- �����������
- ������̽����
- ������Ӳ�ȼ�
- ©�ż��ϵͳ
- AR�Ӿ��������
- CR�������ϵͳ
- ������
- �û���
- ������
- ������
- �����
- �ֲڶ���
- ��ҵ���
- ̽����̽ͷ
- �����̽ͷ
- Ӳ�ȼ�̽ͷ
- Ϳ������
- ��ҵ�ڿ���
- ������
- �ۻ�Ĥ������
- ������������
- �����̽����
- ���ʼ����
- ���¹���̽��
- ���巢��������
- ��˨Ӧ��������
- �����庬��������
- ��̬�Ȼ�е������
- X�������ֳ�����ϵͳ
-
����������
-
����ůͨ����
-
����ͨ�Ų���
-
���ӵ繤������
-
����
-
�� ��

